


SMT چاپلاشتۇرغۇچ يەنە SMT چاپلاشتۇرغۇچ ، SMT قىزىل يېپىشقاق دەپمۇ ئاتىلىدۇ ، ئادەتتە قىزىل (سېرىق ياكى ئاق) چاپلاق قاتتىق ، پىگمېنت ، ئېرىتكۈچى ۋە باشقا چاپلاقلار بىلەن تەكشى تەقسىملىنىدۇ ، ئاساسلىقى باسما تاختىسىدىكى زاپچاسلارنى ئوڭشاشقا ئىشلىتىلىدۇ ، ئادەتتە تارقىتىش ياكى پولات ئېكران بېسىش ئۇسۇلى ئارقىلىق تارقىتىلىدۇ. زاپچاسلارنى چاپلىغاندىن كېيىن ، ئوچاققا قويۇڭ ياكى ئوچاقنى قىزىتىپ قاتتىقلاشتۇرۇڭ. ئۇنىڭ بىلەن ساتقۇچى چاپلاقنىڭ پەرقى شۇكى ، ئۇ ئىسسىقتىن كېيىن ساقىيىدۇ ، مۇزلاش نۇقتىسىنىڭ تېمپېراتۇرىسى ° C 150 بولىدۇ ، قىزىغاندىن كېيىن ئېرىمەيدۇ ، يەنى ياماقنىڭ ئىسسىقلىقنى قاتتىقلاشتۇرۇش جەريانىنى ئەسلىگە كەلتۈرگىلى بولمايدۇ. ئىسسىقلىق ساقلاش شارائىتى ، ئۇلانغان جىسىم ، ئىشلىتىلگەن ئۈسكۈنىلەر ۋە مەشغۇلات مۇھىتى سەۋەبىدىن SMT يېپىشتۇرغۇچنىڭ ئىشلىتىش ئۈنۈمى ئوخشىمايدۇ. چاپلاشتۇرغۇچ بېسىلغان توك يولى تاختىسى قۇراشتۇرۇش (PCBA, PCA) جەريانىغا ئاساسەن تاللىنىشى كېرەك.
SMT ياماق چاپلاشنىڭ ئالاھىدىلىكى ، قوللىنىلىشى ۋە ئىستىقبالى
SMT قىزىل يېلىم بىر خىل پولىمېر بىرىكمىسى ، ئاساسلىق زاپچاسلىرى ئاساسى ماتېرىيال (يەنى ئاساسلىق يۇقىرى مولېكۇلا ماتېرىيالى) ، تولدۇرغۇچى ، داۋالاش دورىسى ، باشقا خۇرۇچلار قاتارلىقلار. SMT قىزىل يېلىمنىڭ يېپىشقاقلىق سۇيۇقلۇقى ، تېمپېراتۇرا ئالاھىدىلىكى ، ھۆللۈك ئالاھىدىلىكى قاتارلىقلار بار. قىزىل يېلىمنىڭ بۇ ئالاھىدىلىكىگە ئاساسەن ، ئىشلەپچىقىرىشتا ، قىزىل يېلىم ئىشلىتىشتىكى مەقسەت زاپچاسلارنى PCB يۈزىگە مەھكەم يېپىپ ، ئۇنىڭ چۈشۈپ كېتىشىنىڭ ئالدىنى ئېلىش. شۇڭلاشقا ، ياماق يېپىشتۇرۇش مۇھىم بولمىغان مەھسۇلاتلارنىڭ ساپ ئىستېمالى ، ھازىر PCA لايىھىلەش ۋە جەرياننىڭ ئۈزلۈكسىز ياخشىلىنىشىغا ئەگىشىپ ، تۆشۈك قايتۇرۇش ۋە قوش يۈزلۈك نۇر قايتۇرۇش كەپشەرلەش ئارقىلىق ئەمەلگە ئاشتى ، ياماق چاپلاش ئارقىلىق PCA ئورنىتىش جەريانى بارغانسىرى ئاز يۈزلىنىشنى كۆرسىتىپ بەردى.
SMT چاپلاشتۇرغۇچ ئىشلىتىشتىكى مەقسەت
زاپچاسلارنىڭ دولقۇن ساتىدىغان (دولقۇن سېتىش جەريانى) چۈشۈپ كېتىشىنىڭ ئالدىنى ئالىدۇ. دولقۇن ساتقۇچىنى ئىشلەتكەندە ، زاپچاسلار بېسىلغان تاختايغا مۇقىملاشتۇرۇلۇپ ، بېسىلغان تاختاي ساتقۇچى ئۆگزىدىن ئۆتكەندە زاپچاسلارنىڭ چۈشۈپ كېتىشىنىڭ ئالدىنى ئالىدۇ.
Components زاپچاسلارنىڭ قارشى تەرىپىنىڭ قايتا كەپشەرلەشتە چۈشۈپ كېتىشىنىڭ ئالدىنى ئېلىش (قوش يۈزلۈك قايتۇرۇش كەپشەرلەش جەريانى). قوش تەرەپلىك نۇر قايتۇرۇش كەپشەرلەش جەريانىدا ، ساتقۇچىنىڭ ئىسسىق ئېرىپ كېتىشى سەۋەبىدىن ساتقۇچى تەرەپتىكى چوڭ ئۈسكۈنىلەرنىڭ چۈشۈپ كېتىشىنىڭ ئالدىنى ئېلىش ئۈچۈن ، SMT ياماق يېلىمى ياساش كېرەك.
Components زاپچاسلارنىڭ يۆتكىلىشى ۋە ئورنىنىڭ ئالدىنى ئېلىش (كەپشەرلەش جەريانى ، قاپلاشتىن بۇرۇنقى جەريان). ئەكىس ئەتتۈرۈش كەپشەرلەش ۋە ئالدىن سىرلاش جەريانىدا ئىشلىتىلىدۇ ، ئورنىتىش جەريانىدا كۆچۈش ۋە خەتەرنىڭ ئالدىنى ئالىدۇ.
④ مارك (دولقۇن ساتىدىغان ، قايتا كەپشەرلەش ، ئالدىن سىرلاش). ئۇنىڭدىن باشقا ، باسما تاختاي ۋە زاپچاسلار تۈركۈمگە ئۆزگەرتىلگەندە ، بەلگە چاپلاش چاپلىقى ئىشلىتىلىدۇ.
SMT چاپلاشتۇرغۇچ ئىشلىتىش ئۇسۇلىغا ئاساسەن تۈرگە ئايرىلىدۇ
a) قىرىش تۈرى: چوڭ-كىچىكلىكى پولات تورنىڭ بېسىش ۋە قىرىش شەكلى ئارقىلىق ئېلىپ بېرىلىدۇ. بۇ ئۇسۇل ئەڭ كەڭ قوللىنىلغان بولۇپ ، بىۋاسىتە ساتقۇچى چاپلاق بېسىش ماشىنىسىدا ئىشلىتىشكە بولىدۇ. پولات تور تۆشۈكلىرى زاپچاسلارنىڭ تۈرى ، ئاستىرتاشنىڭ ئىقتىدارى ، قېلىنلىقى ۋە تۆشۈكنىڭ چوڭ-كىچىكلىكى ۋە شەكلىگە ئاساسەن بېكىتىلىشى كېرەك. ئۇنىڭ ئارتۇقچىلىقى يۇقىرى سۈرئەت ، يۇقىرى ئۈنۈم ۋە تۆۋەن تەننەرخ.
ب) تارقىتىش تىپى: يېلىم ئۈسكۈنىلەرنى تارقىتىش ئارقىلىق بېسىپ چىقىرىلغان توك يولى تاختىسىغا چاپلىنىدۇ. ئالاھىدە تارقىتىش ئۈسكۈنىلىرى تەلەپ قىلىنىدۇ ، تەننەرخى يۇقىرى. تارقىتىش ئۈسكۈنىسى پىرىسلانغان ھاۋانى ئىشلىتىش ، ئالاھىدە يېيىشلىك باش ئارقىلىق قىزىل يېلىمنىڭ ئاستى قىسمىغا ، يېلىم نۇقتىسىنىڭ چوڭ-كىچىكلىكى ، قانچىلىك ۋاقىتتا ، بېسىم نەيچىسى دىئامېتىرى ۋە باشقا پارامېتىرلارنى كونترول قىلىش ، تارقىتىش ماشىنىسىنىڭ جانلىق رولى بار. ئوخشىمىغان بۆلەكلەرگە قارىتا ، بىز ئوخشىمىغان تارقاق باشلارنى ئىشلىتەلەيمىز ، پارامېتىرلارنى ئۆزگەرتەلەيمىز ، سىز يەنە يېلىم نۇقتىسىنىڭ شەكلى ۋە مىقدارىنى ئۆزگەرتەلەيسىز ، ئۈنۈمگە ئېرىشىش ئۈچۈن ، ئەۋزەللىكى قۇلايلىق ، جانلىق ۋە مۇقىم. كەمچىلىكى سىم سىزىش ۋە كۆپۈككە ئېرىشىش ئاسان. مەشغۇلات كەمچىلىكى ، سۈرئىتى ، ۋاقتى ، ھاۋا بېسىمى ۋە تېمپېراتۇرىسىنى تەڭشەپ ، بۇ يېتەرسىزلىكلەرنى ئەڭ تۆۋەن چەككە چۈشۈرەلەيمىز.
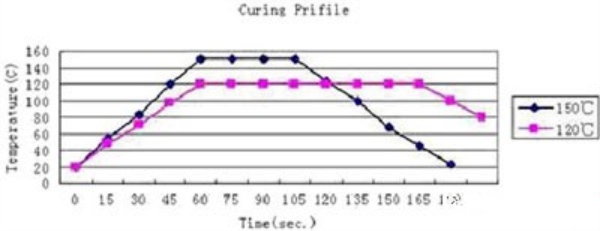
SMT ياماق يېپىشقاق تىپىك داۋالاش شارائىتى
| تېمپېراتۇرىنى ئەسلىگە كەلتۈرۈش | داۋالاش ۋاقتى |
| 100 ℃ | 5 مىنۇت |
| 120 ℃ | 150 سېكۇنت |
| 150 ℃ | 60 سېكۇنت |
ئەسكەرتىش:
1 ، داۋالاش تېمپېراتۇرىسى قانچە يۇقىرى بولسا ، داۋالاش ۋاقتى قانچە ئۇزۇن بولسا ، باغلىنىش كۈچى شۇنچە كۈچلۈك بولىدۇ.
2 ، ياماق يېپىشتۇرغۇچنىڭ تېمپېراتۇرىسى يەر ئاستى زاپچاسلىرىنىڭ چوڭ-كىچىكلىكى ۋە ئورنىتىش ئورنى بىلەن ئۆزگىرىدىغان بولغاچقا ، ئەڭ ماس كېلىدىغان قاتتىقلاشتۇرۇش شارائىتىنى تېپىشنى تەۋسىيە قىلىمىز.
SMT ياماقلىرىنى ساقلاش
ئۇنى ئۆي تېمپېراتۇرىسىدا 7 كۈن ، 5 سېلسىيە گرادۇستىن تۆۋەن 6 ئايدىن كۆپرەك ، 5 ~ 25 سېلسىيە گرادۇستا 30 كۈندىن ئارتۇق ساقلىغىلى بولىدۇ.
SMT چاپلاش باشقۇرۇش
SMT ياماق قىزىل يېلىمى ئۆزىنىڭ يېپىشقاقلىقى ، سۇيۇقلۇقى ، ھۆللۈك ۋە باشقا ئالاھىدىلىكلىرى بىلەن تېمپېراتۇرىنىڭ تەسىرىگە ئۇچرايدۇ ، شۇڭا SMT ياماق قىزىل يېلىمنىڭ چوقۇم مەلۇم ئىشلىتىش شەرتلىرى ۋە قېلىپلاشقان باشقۇرۇش شەرتلىرى بولۇشى كېرەك.
1) قىزىل يېلىمنىڭ يەم سانى ، چېسلا ، سانىغا ئاساسەن بەلگىلىك ئېقىم نومۇرى بولۇشى كېرەك.
2) قىزىل يېلىمنى 2 ~ 8 سېلسىيە گرادۇسلۇق توڭلاتقۇدا ساقلاش ، تېمپېراتۇرا ئۆزگىرىشى سەۋەبىدىن ئالاھىدىلىكلەرنىڭ تەسىرگە ئۇچرىشىنىڭ ئالدىنى ئېلىش كېرەك.
3) قىزىل يېلىمنى ئالدى بىلەن ئىشلىتىش تەرتىپى بويىچە ئۆي تېمپېراتۇرىسىدا 4 سائەت قىزىتىش تەلەپ قىلىنىدۇ.
4) تارقىتىش مەشغۇلاتى ئۈچۈن ، شورپىنىڭ قىزىل يېلىمى مۇزلاپ ، ئىشلىتىلمىگەن قىزىل يېلىمنى توڭلاتقۇغا سېلىپ ساقلاش كېرەك ، كونا يېلىم بىلەن يېڭى يېلىمنى ئارىلاشتۇرغىلى بولمايدۇ.
5) قايتىش تېمپېراتۇرىسى خاتىرىلەش جەدۋىلىنى قايتۇرۇش ، تېمپېراتۇرا قايتۇرۇش ئادەم ۋە قايتىش تېمپېراتۇرىسى ۋاقتىنى توغرا تولدۇرۇش ئۈچۈن ، ئىشلەتكۈچى ئىشلىتىشتىن بۇرۇن قايتىش تېمپېراتۇرىسىنىڭ تاماملانغانلىقىنى جەزملەشتۈرۈشى كېرەك. ئادەتتە ، قىزىل يېلىمنى ۋاقتى ئۆتكەن ئىشلىتىشكە بولمايدۇ.
SMT ياماق چاپلاشنىڭ جەريان ئالاھىدىلىكى
ئۇلىنىش كۈچى: SMT چاپلاشتۇرغۇچ چوقۇم كۈچلۈك ئۇلىنىش كۈچىگە ئىگە بولۇشى كېرەك ، قاتتىقلاشقاندىن كېيىن ، ھەتتا ساتقۇچىنىڭ ئېرىگەن تېمپېراتۇرىسىمۇ سويۇلمايدۇ.
چېكىتلىك سىر: ھازىر ، بېسىلغان تاختايلارنىڭ تارقىتىش ئۇسۇلى كۆپىنچە چېكىتلىك سىر ، شۇڭا يېلىمنىڭ تۆۋەندىكىدەك ئالاھىدىلىكلىرى بولۇشى كېرەك:
Various ھەرخىل ئورنىتىش جەريانلىرىغا ماسلىشىش
ھەر بىر زاپچاسنىڭ تەمىناتىنى تەڭشەش ئاسان
The زاپچاس سورتلىرىنى ئالماشتۇرۇشقا ماسلىشىش ئاددىي
④ مۇقىم چېكىتلىك سىر
يۇقىرى سۈرئەتلىك ماشىنىغا ماسلىشىش: ھازىر ئىشلىتىلگەن ياماق چاپلاش چوقۇم چوقۇم تېز سۈرئەتلىك داغ ۋە يۇقىرى سۈرئەتلىك ياماق ماشىنىسىنىڭ يۇقىرى سۈرئەتلىك ئۇچۇرىغا ماس كېلىشى كېرەك ، يەنى سىمسىز سىزىلغان يۇقىرى سۈرئەتلىك داغ سىرلاش ، يەنى تېز سۈرئەتلىك ئورنىتىش ، يەتكۈزۈش جەريانىدا بېسىپ چىقىرىلغان تاختاي ، زاپچاسلارنىڭ ھەرىكەتلەنمەسلىكىگە كاپالەتلىك قىلىش كېرەك.
سىم سىزىش ، يىمىرىلىش: ياماق يېلىمى تاختايغا چاپلانغاندىن كېيىن ، زاپچاسلار بېسىلغان تاختاي بىلەن ئېلېكتر ئۇلىنىشىنى ئەمەلگە ئاشۇرالمايدۇ ، شۇڭا چاپلاق يېلىمى چوقۇم سىرلاش جەريانىدا سىم سىزماسلىقى ، سىرلانغاندىن كېيىن يىمىرىلمەسلىكى كېرەك ، بۇنداق بولغاندا پاتقاقنى بۇلغىمايدۇ.
تۆۋەن تېمپېراتۇرىنى داۋالاش: ساقايتقاندا ، دولقۇن ئۇۋىسى كەپشەرلەش بىلەن كەپشەرلەنگەن ئىسسىققا چىداملىق توكقا چېتىش زاپچاسلىرىمۇ نۇر قايتۇرۇش كەپشەرلەش ئوچىقىدىن ئۆتۈشى كېرەك ، شۇڭا قاتتىقلىشىش شارائىتى چوقۇم تۆۋەن تېمپېراتۇرا ۋە قىسقا ۋاقىتقا ماس كېلىشى كېرەك.
ئۆزىنى تەڭشەش: نۇر قايتۇرۇش كەپشەرلەش ۋە سىرلاشتىن ئىلگىرى ، چاپلاق يېلىمى ساقىيىدۇ ۋە ساتقۇچى ئېرىتىشتىن بۇرۇن ئوڭشايدۇ ، شۇڭا ئۇ زاپچاسنىڭ ساتقۇچىغا چۆكۈپ كېتىشىنىڭ ئالدىنى ئالىدۇ. بۇنىڭغا قارىتا ئىشلەپچىقارغۇچىلار ئۆزلۈكىدىن تەڭشەش يامىقى ياساپ چىقتى.
SMT يېپىشقاق كۆپ ئۇچرايدىغان مەسىلىلەر ، كەمتۈكلۈك ۋە تەھلىل
ئىشەنچسىز
0603 كوندېنساتورنىڭ ئىتتىرىش كۈچى تەلىپى 1.0KG ، قارشىلىق كۈچى 1.5KG ، 0805 كوندېنساتورنىڭ ئىتتىرىش كۈچى 1.5KG ، قارشىلىق كۈچى 2.0KG ، يۇقىرىدىكى ئىتتىرىش كۈچىگە يېتەلمەيدۇ ، بۇ كۈچلۈكلۈكنىڭ يېتەرلىك ئەمەسلىكىنى كۆرسىتىپ بېرىدۇ.
ئادەتتە تۆۋەندىكى سەۋەبلەر تۈپەيلىدىن كېلىپ چىقىدۇ:
1 ، يېلىمنىڭ مىقدارى يېتەرلىك ئەمەس.
2 ، كوللوئىد% 100 ساقايمايدۇ.
3 ، PCB تاختىسى ياكى زاپچاسلىرى بۇلغانغان.
4 ، كوللوئىدنىڭ ئۆزى چۈرۈك ، كۈچ يوق.
Thixotropic تۇراقسىزلىقى
30 مىللىمېتىرلىق شىپىرىس يېلىمى ئىشلىتىش ئۈچۈن ھاۋا بېسىمى بىلەن نەچچە ئون مىڭ قېتىم سوقۇلۇشى كېرەك ، شۇڭا ياماق يېلىمى ئۆزىدە ئېسىل تېتىتروپروپىغا ئىگە بولۇشى تەلەپ قىلىنىدۇ ، بولمىسا ئۇ يېلىم نۇقتىسىنىڭ تۇراقسىزلىقىنى كەلتۈرۈپ چىقىرىدۇ ، يېلىم بەك ئاز بولىدۇ ، بۇ كۈچنىڭ يېتەرلىك بولماسلىقىنى كەلتۈرۈپ چىقىرىدۇ ، بۇ زاپچاسلار دولقۇننىڭ سېتىلىشىدا بەك ئاسان بولىدۇ ، بولۇپمۇ ئېلېكتر زاپچاسلىرىنىڭ ئۇلىنىشى بەك ئاسان ، بولۇپمۇ ئېلېكتر زاپچاسلىرىنىڭ ئۇلىنىشى بەك ئاسان ، بولۇپمۇ ئېلېكتر زاپچاسلىرىنىڭ ئۇلىنىشى بەك ئاسان.
يېلىم ياكى ئېقىش نۇقتىسى يېتەرلىك ئەمەس
سەۋەبى ۋە تاقابىل تۇرۇش تەدبىرلىرى:
1 ، بېسىش تاختىسى قەرەللىك تازىلانمايدۇ ، ھەر 8 سائەتتە ئېتانول بىلەن تازىلاش كېرەك.
2 ، كوللوئىدنىڭ مەينەت ماددىلىرى بار.
3 ، تور تاختىسىنىڭ ئېچىلىشى ئەقىلگە سىغمايدىغان بەك كىچىك ياكى تارقىتىش بېسىمى بەك كىچىك ، يېلىم يېتەرلىك ئەمەس.
4 ، كوللوئىدتا كۆپۈك بار.
5. ئەگەر تارقىتىدىغان باش توسۇلۇپ قالسا ، تارقىتىدىغان ئوقنى دەرھال تازىلاش كېرەك.
6 ، تارقاق باشنىڭ قىزىتىش تېمپېراتۇرىسى يېتەرلىك ئەمەس ، تارقاق باشنىڭ تېمپېراتۇرىسىنى 38 at قىلىپ تەڭشەش كېرەك.
سىم سىزىش
ئاتالمىش سىم سىزىش ھادىسە تارقاتقاندا ياماق يېلىمى بۇزۇلمايدىغان ھادىسە بولۇپ ، ياماق يېلىمى تارقاق باشنىڭ يۆنىلىشىدە يامان سۈپەتلىك ئۇلىنىدۇ. تېخىمۇ كۆپ سىملار بار ، چاپلانغان چاپلاق بېسىلغان تاختايغا يېپىلغان بولۇپ ، كەپشەرلەشنىڭ ياخشى بولماسلىقىنى كەلتۈرۈپ چىقىرىدۇ. بولۇپمۇ چوڭلۇقى چوڭ بولغاندا ، بۇ ھادىسە ئېغىزنى سىرلىغاندا يۈز بېرىدۇ. ياماق يېلىمنىڭ سىزىلىشى ئاساسلىقى ئۇنىڭ ئاساسلىق زاپچاس قالدۇقىنىڭ سىزىش خۇسۇسىيىتى ۋە نۇقتا سىرلاش شارائىتىنىڭ تەڭشىلىشىگە تەسىر كۆرسىتىدۇ.
1 ، تارقىلىشچان سەكتىنى كۆپەيتىڭ ، ھەرىكەت سۈرئىتىنى تۆۋەنلىتىڭ ، ئەمما ئۇ سىزنىڭ ئىشلەپچىقىرىش مىقدارىڭىزنى تۆۋەنلىتىدۇ.
2 ، يېپىشقاقلىقى قانچە تۆۋەن بولسا ، ماتېرىيالنىڭ قېلىنلىقى يۇقىرى بولسا ، سىزىش خاھىشى شۇنچە كىچىك بولىدۇ ، شۇڭا بۇنداق ياماق چاپلاقنى تاللاڭ.
3 ، تېرموستاتنىڭ تېمپېراتۇرىسى سەل يۇقىرىراق بولۇپ ، تۆۋەن يېپىشقاقلىق ، يۇقىرى ئوكسىدلىنىشچان چاپلاق يېلىمنى تەڭشەشكە مەجبۇر بولىدۇ ، ئاندىن ياماق يېلىمى ساقلاش مۇددىتى ۋە تارقاق باشنىڭ بېسىمىنىمۇ ئويلىشىدۇ.
ئۆڭكۈر
ياماقنىڭ سۇيۇقلۇقى يىمىرىلىشنى كەلتۈرۈپ چىقىرىدۇ. يىمىرىلىشنىڭ كۆپ ئۇچرايدىغان مەسىلىسى شۇكى ، داغ سىرلانغاندىن كېيىن بەك ئۇزۇن قويۇلسا يىمىرىلىدۇ. ئەگەر ياماق يېلىمى بېسىلغان توك يولى تاختىسىنىڭ تاختىغا ئۇزارتىلسا ، كەپشەرلەشنىڭ ياخشى بولماسلىقىنى كەلتۈرۈپ چىقىرىدۇ. ئۇنىڭ ئۈستىگە بۇ زاپچاسلارنىڭ ياماق يېپىشقاقلىقى بىر قەدەر يۇقىرى بولغان زاپچاسلارنىڭ يىمىرىلىشىنى كەلتۈرۈپ چىقىرىدۇ ، ئۇ زاپچاسنىڭ ئاساسىي گەۋدىسىگە تەگمەيدۇ ، بۇ يېپىشقاقلىقنى كەلتۈرۈپ چىقىرىدۇ ، شۇڭا يىمىرىلىش ئاسان بولغان ياماق چاپلاقنىڭ يىمىرىلىش نىسبىتىنى مۆلچەرلەش تەس ، شۇڭا ئۇنىڭ چېكىت سىر مىقدارىنىڭ دەسلەپكى تەڭشىلىشىمۇ تەس. بۇنى نەزەردە تۇتۇپ ، يىمىرىلىش ئاسان ئەمەس ، يەنى تەۋرىنىش ئېرىتمىسى بىر قەدەر يۇقىرى بولغان ياماقنى تاللىشىمىز كېرەك. داغ سىرلانغاندىن كېيىن بەك ئۇزۇن قويۇش سەۋەبىدىن كېلىپ چىققان يىمىرىلىش ئۈچۈن ، داغ سىرلانغاندىن كېيىن قىسقا ۋاقىت ئىچىدە ياماق يېلىمى تاماملاپ ، ساقايتقىلى بولىدۇ.
زاپچاسنى تولۇقلاش
زاپچاسنى تولۇقلاش ئارزۇ قىلمايدىغان ھادىسە بولۇپ ، يۇقىرى سۈرئەتلىك SMT ماشىنىلىرىدا ئاسان پەيدا بولىدۇ ، ئاساسلىق سەۋەبى:
1 ، بېسىپ چىقىرىشتىن كېلىپ چىققان XY يۆنىلىشىنىڭ بېسىپ چىقىرىلغان يۇقىرى سۈرئەتلىك ھەرىكىتى ، كىچىك زاپچاسلارنىڭ ياماق يېپىشتۇرۇش قەۋىتى بۇ ھادىسىگە ئاسان ئۇچرايدۇ ، سەۋەبى يېپىشتۇرۇش كەلتۈرۈپ چىقارمىغان.
2 ، زاپچاسلارنىڭ ئاستىدىكى يېلىمنىڭ مىقدارى بىردەك ئەمەس (مەسىلەن: IC ئاستىدىكى ئىككى يېلىم نۇقتىسى ، بىر يېلىم نۇقتىسى چوڭ ، بىر يېلىم نۇقتىسى كىچىك) ، قىزىتقاندا ۋە ساقايتقاندا يېلىمنىڭ كۈچلۈكلۈكى تەڭپۇڭسىز بولىدۇ ، ئازراق يېلىم بىلەن ئاخىرلاشتۇرغىلى بولىدۇ.
زاپچاسلارنى دولقۇندىن سېتىش
سەۋەبى مۇرەككەپ:
1. ياماقنىڭ يېپىشتۇرۇش كۈچى يېتەرلىك ئەمەس.
2. دولقۇن سېتىشتىن بۇرۇن تەسىرگە ئۇچرىغان.
3. بەزى زاپچاسلاردا قالدۇق ماددىلار كۆپ.
4 ، كوللوئىد يۇقىرى تېمپېراتۇرىنىڭ تەسىرىگە چىداملىق ئەمەس
چاپلاق چاپلاش
خىمىيىلىك تەركىبتىكى ياماق يېلىمى ئىشلەپچىقارغۇچىلارنىڭ ئوخشىمىغان پەرقى بار ، ئارىلاشما ئىشلىتىش ئاسان نۇرغۇن ناچار ئامىللارنى پەيدا قىلىدۇ: 1 ، داۋالاش قىيىن بولۇش ؛ 2 ، چاپلاشتۇرغۇچ يەتكۈزۈش يېتەرلىك ئەمەس 3 ، دولقۇننىڭ سېتىلىشى ئېغىر.
ھەل قىلىش چارىسى: ئارىلاشما تاختاي ، سۈرتكۈچ ، تارقىتىش ۋە ئارىلاشتۇرۇشنى ئاسانلاشتۇرىدىغان باشقا زاپچاسلارنى پاكىز تازىلاپ ، ئوخشىمىغان ماركىدىكى چاپلاق يېلىمنى ئارىلاشتۇرۇشتىن ساقلىنىڭ.
يوللانغان ۋاقتى: Jul-05-2023





